我们为您准备了直缝焊管支持拿样产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
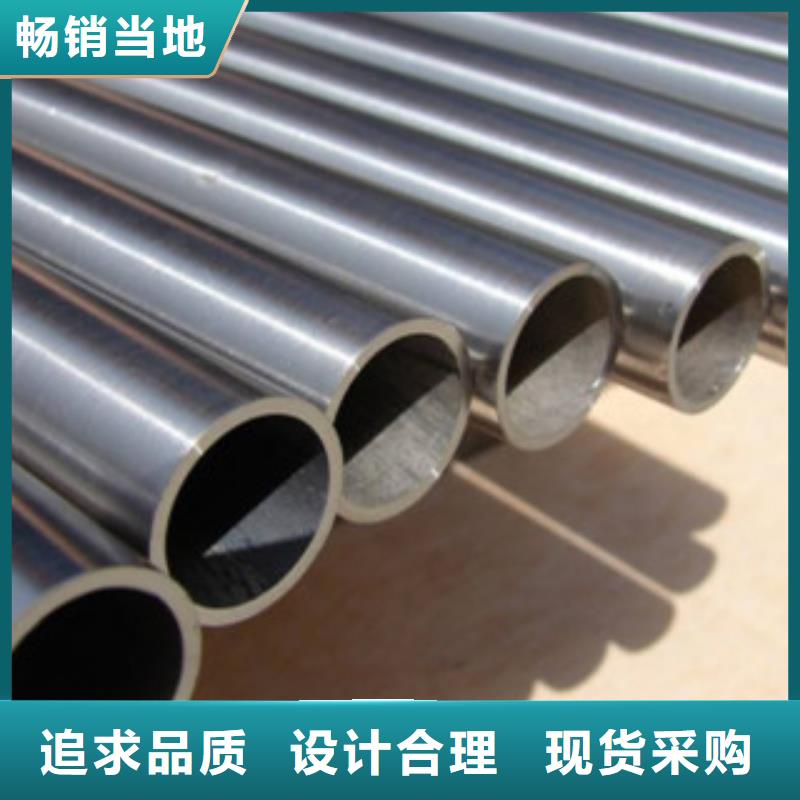
以下是:惠州博罗直缝焊管支持拿样的图文介绍
①接受您的咨询,根据您的需求,确定合适的 环氧树脂涂塑管;
②为您提供 环氧树脂涂塑管设计、工艺流程设计;
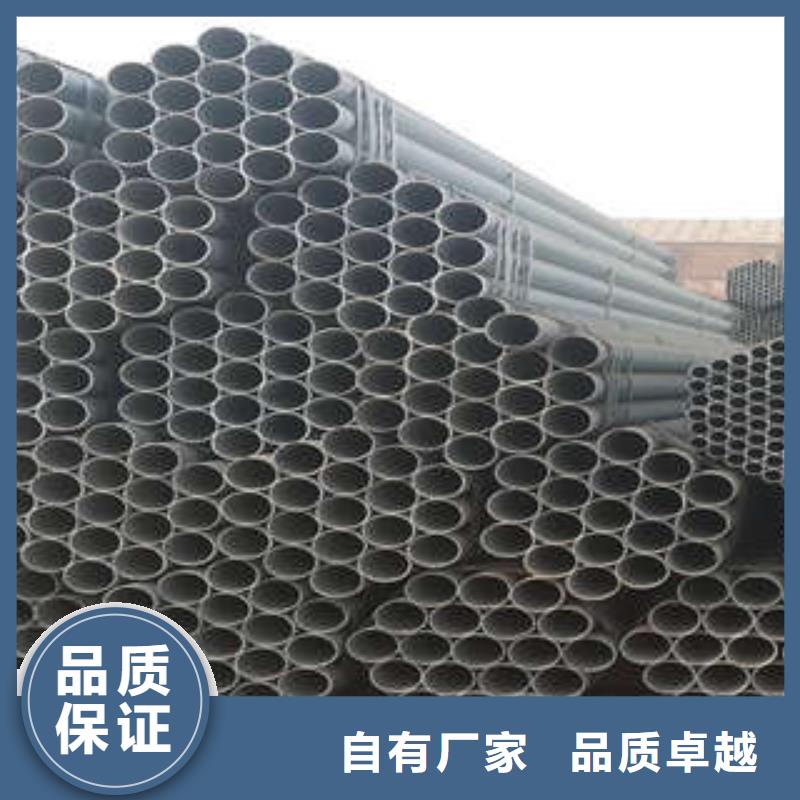
③适合您的 环氧树脂涂塑管选购方案;
④根据您的特殊需求,设计 环氧树脂涂塑管产品;


定期由的人员来对机械进行保养和,例如添加润滑油等。后要在滑动一侧时长图上品质优良的防锈油,防止设备氧化生锈,特别是在长期闲置的情况下。做好细节的保养工作,对于焊管设备的正常运转非常有好处,同时也能保证生产的顺利进行。 在日常检修工作中,重要的一点就是细心,不管是对于焊管设备的整体运转,还是对于各部分零件之间的更换,定期检查零件的磨损情况,尤其是工作量大的时候更要注意这些零件,以防磨损严重影响生产进程。如果焊管机组厂家想要尽量零件的磨损,同时又不影响生产,可以定时在机器中加入润滑油,这也是磨损的方法之一。 而相较于现货钢市的低迷,资本市场也提前进入了“周期”,继续演绎,连续收长阴后13日小幅收阳,但期螺和远期盘则依旧维持疲态,从当下的钢市情况来看,下游需求已相继恢复,整体采购量较前期是有一定的转好,但是相较于库存的接连回升以及市场可消化资源的压力来看,仍显不足。 建筑钢材、焊管、直缝焊管、中厚板和冷轧板价格延续疲势,各成品材已创下一年多以来的值,并且直逼点。上游钢坯价格也在近来接连调低,唐山方坯价格下调到了2860元。单从钢市的供需面来看,钢价向下空间仍未结束。






全年已经过去大半,钢铁行业化解过剩产能进入攻坚期。除了全年化解4500万吨产能的量化指标外,相关配套措施定、实行影响到工作成败,拔掉僵尸企业的“呼吸机”也考验着各级化解过剩产能的魄力和决心。大:钢铁去产能告急国内钢铁总供给过剩的格局短期不会有根本改变,钢铁行业亟待化解过剩产能,实现脱困发展,进而完成转型升级。 9月初,由 、、等十部委组成的钢铁去产能组已基本完成任务收队。据财经 周刊了解,此次十路大军重点的内容包括去产能有关的贯彻落况、任务分解和进度落况、产能实际退出情况、奖补资金筹措使用情况、职工安置情况等八个方面的内容。 根据供给侧总体思路,化解过剩产能是2016年和“”期间重要工作。年初,印发关于钢铁行业化解过剩产能实现脱困发展的意见(下称“6 文”),明确提出,从2016年开始,用5年时间再压减粗钢产能1亿-1.5亿吨。 本周山东钢厂及市场20G高压锅炉管报价较上周小幅上涨,现主流钢厂工业废料含税1810-1840,统料废钢含税1650-1780,市场不含税重废1620-1730,中废1550-1590。由于国庆假期山东各钢厂到货情况不理想,至今各钢厂库存量较低,钢厂涨价意愿加强,加上周四下午期盘上扬,山东成品材市场价格上涨,后有沙钢废钢调价大幅上涨,市场贸易商看涨情绪加强。



这种润滑方式可以有效地将变形焊管与模具表面隔离开,润滑效果良好,有利于模具使用寿命和产品成品的合格率。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取,诚信合作发展。 焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。 接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于焊管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。 在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。





 扫一扫
扫一扫